3.
РЕМОНТ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ
В
процессе эксплуатации автомобилей на отдельных участках кузова вследствие
механических повреждений или других причин появляются царапины, сколы,
отслаивание покрытия и т. п.
Всякое
разрушение лакокрасочного покрытия приводит к ухудшению его защитных свойств от
коррозии, и внешнего вида.
Исправлять
различные повреждения лакокрасочного покрытия (небольшие повреждения или
полную окраску) следует по разработанным технологическим процессам.
ПОДГОТОВКА ПОВЕРХНОСТИ ПОД ОКРАСКУ
Подготовка
поверхности кузова к нанесению лакокрасочных материалов является ответственной
операцией в технологическом процессе окраски. От тщательности подготовки
поверхности зависят качество и защитные свойства лакокрасочного покрытия.
При подготовке
поверхности к окраске следует удалить с нее следы коррозии, грязь, пыль и
масляные пятна. При перекраске кузова старую краску удаляют частично или
полностью.
Очень важно
при подготовке поверхности под окраску тщательно выполнить рихтовочные работы
по металлу, пайку и зачистку, т.е. создать правильную форму поверхности
кузова.
Качественное выполнение рихтовочных работ упрощает и удешевляет
окраску, а также значительно увеличивает стойкость покрытия, так как при ровной
и гладкой поверхности количество слоев шпаклевки сводится к минимуму. При
плохом выполнении рихтовочных работ неровности выравнивают дополнительным
количеством слоев шпаклевки, увеличивая толщину слоев шпаклевки на отдельных
участках покрытия. Такое покрытие непрочно, при температурных колебаниях
сравнительно быстро разрушается и отскакивает при легких ударах.
Не менее важным в подготовке поверхности под грунтовку является
удаление следов коррозии. При неполном удалении коррозия будет продолжаться под
лакокрасочным покрытием, что приведет к разрушению и отслаиванию покрытия.
Налет коррозии
шлифуют грубыми наждачными шкурками №25, 16, 12 или травят моечным составом №
1120, состоящим из смеси фосфорной кислоты, спиртов и гидрохинона.
Моечный состав наносят на поверхность волосяными щетками, после
выдержки в течение 3—5 мин, состав смывают горячей водой и поверхность
протирают насухо.
Поверхность кузова, предназначенная для грунтования, не должна иметь
жировых загрязнений. Наличие жирового слоя резко снижает сцепляемость
лакокрасочного покрытия с металлом. Обезжиривают металл органическими
растворителями: бензином, уаит-спиритом, (лаковый керосин), ацетоном, спиртами
и т. п. протиркой ветошью, смоченной растворителями, или промывкой в
специальных ваннах с растворителями.
Отсутствие жировых загрязнений, пыли и влаги на поверхности проверяют
протиркой ее чистой фильтровальной бумагой. Появление на фильтровальной бумаге
следов жира свидетельствует о необходимости дополнительной промывки и
протирки.
УДАЛЕНИЕ СТАРОЙ КРАСКИ
С автомобиля старая краска может быть удалена шлифованием наждачными шкурками,
растворителями, специальными смывками или щелочными растворами.
Шлифуют поверхность наждачными водостойкими шкурками в основном при местном или частичном удалении лакокрасочного покрытия. Для облегчения шлифования первоначально пользуются наждачными шкурками крупной зернистости (№ 12, 6), а затем для заглаживания рисок шлифуют шкуркой мелкой зернистости (№. 5—4).
Для повышения производительности шлифовать можно не только с водой, но и с уайт-спиритом.
Для удаления старой краски пригодны следующие растворители: ацетон P-4, № 646, № 647 и этилцеллозольв.
Простейшую смывку для удаления старой краски можно приготовить самим. Состав смывки: бензола 50, ацетона 40 и парафина 10 весовых частей.
Парафин растворяют в бензоле на водяной бане. После растворения парафина постепенно небольшими порциями в него наливают ацетон.
Промышленность выпускает различные марки смывок: специальная смывка СД, состоящая из смеси ацетона, бензола и эфиров уксусной кислоты; смывка обыкновенная СД из органического растворителя с добавлением парафина и нафталина и смывка АФТ-1, содержащая в своем составе формальгликоль.
В табл. 1 приведены рецептуры различных смывок, применяемых для снятия старой краски.
Таблица 1
Смывки для снятия старой краски
|
Наименование компонентов |
Наименование смывок |
|||
|
СД-спец. |
СД-обыкн. |
АФТ-1 |
растворитель Р-4 |
|
|
Коллоксилин ...... Парафин ........ Ацетон ......... Формальгликоль.... Толуол ......... Спирт этиловый
.... Бензол . .
.. ... . . Этилацетат. ... ... Скипидар ... Нафталин ....... Бутилацетат |
— — 10 50 — 62 10 30 — — — |
— 2,2 47 — — 6 8 19 7 10,8 — |
5 0,5 19 47,5 28,0 — — — — — — |
— — 26 — 62 — — — — — 12 |
Смывки наносят на поверхность кузова ватным тампоном, мочальной щёткой или волосяной кистью. Старую размягченную краску осторожно удаляют ватным тампоном (если удаляют краску до грунтовочно-шпаклевочного слоя) и шпателем из твердой резины (если удаляют покрытие до металла).
При удалении только эмалевого слоя (краски) тампон, смоченный растворителем или смывкой, не следует оставлять на поверхности более 5 мин, так как при более длительном воздействии смывки на покрытие нижележащие слои (шпаклевки и грунтовки) растворяются, а при последующей окраске нитроэмалью покрытие может сморщиваться. При удалении старой краски до грунтовочно-шпаклевочных слоев эмаль (краску) следует наносить через 24 ч.
При использовании смывок, содержащих в своем составе парафин, поверхность кузова тщательно протирают ветошью, смоченной уайт-сшритом или скипидаром, для полного -удаления следов парафина; затем протирают и просушивают в течение суток.
С растворителями и смывками следует работать в резиновых перчатках.
Если старую
краску удаляют на собранном автомобиле, то необходимо плотно закрыть двери и
окна кузова, защитить колеса, снять съемные хромированные детали, а также
принять меры предосторожности, чтобы смывка не попала на резиновые уплотнители
дверей и окон. Старая краска может быть удалена щелочной смывкой. Для этого
съёмные детали кузова автомобиля помещают в ванну со щелочным раствором 5—12%
каустической соды при 70—80° С. Выдерживают детали в растворе 15—20 мин, после
чего их промывают горячей водой с добавкой 1,0—1,5% ортофосфорной кислоты, а
затем дополнительно промывают проточной водой.
ПАЙКА И РИХТОВКА КУЗОВА
Участки, подлежащие сварке и пайке, должны быть тщательно отрихтованы и зачищены до металлического блеска (если на кузове имеется фосфатное покрытие, оно также зачищается). Разрывы металла заваривают газовой сваркой. Перед пайкой зачищенную поверхность протравляют соляной кислотой, промывают водой и протирают насухо. При отсутствии же на рихтованной поверхности следов коррозии и жировых загрязнений обработку соляной кислотой можно не производить. При пайке в качестве флюса применяются: жидкий хлористый цинк, нашатырь и канифоль, а также бескислотные пасты. Припои применяются марок ПОС-18, ПОС-30 и ПОС-40.
После окончания пайки зачищают и рихтуют отремонтированные места рихтовочными пилами (НР-2а и НР-7а) и вращающимися фибровыми дисками № 40 (ранее принятый № 46) и № 50 (ранее принятый № 36). Затем вручную шлифуют грубой наждачной бумагой № 25, 16, 12 и дополнительно водостойкой шкуркой № 6.
Для облуживания поверхности кузова применяют паяльную пасту, состоящую из тончайшего порошка свинцово-оловянистого припоя, смешанного с флюсом. Применение паяльной пасты не требует травления соляной кислотой, которая вызывает коррозию металлических поверхностей кузова.
Паяльная паста не вызывает коррозию на металлической поверхности. Паяльная паста, применяемая для кузовов автомобилей ГАЗ-13 «Чайка», ГАЗ-21 «Волга» и ЗАЗ-965 «Запорожец», состоит из припоя ПОС-ЗО (в порошкообразном виде), хлористого цинка твердого, химически чистого, фильтрованной бумаги марки ФО, хлористого аммония (нашатыря) и воды.
Паяльная паста, применяемая для кузова автомобиля ЗИЛ-111, состоит из раствора хлористого цинка, активно смачивающего вещества ОП-7 или ОП-10, хлористого аммония и мелкодисперсных оловяннстых и свинцовистых порошков. Перед нанесением паяльной пасты с облуживаемых участков удаляют окалину стальными щетками, шарошками или наждачной шкуркой. Затем поверхность протирают хлопчатобумажной ветошью и волосяными кистями тонким ровным слоем наносят паяльную пасту. Паста прогревается газовой горелкой до температуры плавления, полученную жидкую полуду протирают чистой хлопчатобумажной ветошью, после чего производят пайку припоем, а затем выполняют рихтовочные работы.
ГАЗОПЛАМЕННОЕ НАПЫЛЕНИЕ ПЛАСТМАССЫ
 Напыление пластмассы ТПФ-37 (взамен свинцово-оловянистого припоя в
целях выравнивания неровностей металла) можно использовать на ремонтных
заводах и в автохозяйствах при ремонте кузовов, что позволит облегчить эту
операцию, оздоровить условия труда, а также повысить антикоррозийную стойкость
металла.
Напыление пластмассы ТПФ-37 (взамен свинцово-оловянистого припоя в
целях выравнивания неровностей металла) можно использовать на ремонтных
заводах и в автохозяйствах при ремонте кузовов, что позволит облегчить эту
операцию, оздоровить условия труда, а также повысить антикоррозийную стойкость
металла.
Для этих целей необходимо применять установку типа УПН-4Л, которая состоит из бака 1 (рис. 13), подвешенного на стойке 2, щитка 3 с пусковыми приборами и распылительной горелкой 4.
Для работы на установке требуется сжатый воздух и горючий газ (ацетилен или другие газы). Для лучшего сцепления пластмассы с поверхностью металла ему придают шероховатость шлифовальными дисками и другими инструментами.
Напыливают
пластмассу на предварительно прогретую до 160—180°С поверхность металла,
наблюдая, чтобы не появился цвет побежалости, свидетельствующий о перегреве. По
достижении требуемого нагрева подают порошкообразную пластмассу марки ТПФ-3,
которая оплавляется в ацетиленовом пламени. Напыление порошка продолжается до
получения требуемой ровной поверхности. В процессе напыления поверхность
пластмассы периодически уплотняется стальными круглыми катками. Обрабатывают
напыленные участки так же, как и наплавленный припой.
Рис. 13 Установка типа УПН-4Л для
плазменного напыления
пластмассы
Обработанная таким образом поверхность, как правило, имеет недостаточно гладкие переходы от металла к пластмассе и более пористую поверхность чем при обработке свинцово-оловянистым припоем, поэтому и требует дополнительного местного выравнивания лакокрасочными шпаклевками ПФ-00-2 или МС-00-б или АШ-30 при помощи ручного шпателя по предварительно загрунтованной поверхности.
ЗАЩИТА НЕОКРАШИВАЕМЫХ
ПОВЕРХНОСТЕЙ ОТ ПОПАДАНИЯ
КРАСКИ
Краска,
попавшая на стекла, хромированные детали, обивку, резину и т. п. очень трудно
удаляется, поэтому перед окраской необходимо защитить все неокрашиваемые
поверхности.
Рис. 14. Защита поверхности кузова клейкой лентой
и бумагой
при
двухцветной окраске
Применяют различные виды защиты: пастой, техническим вазелином или заклеиванием. Пасту готовят следующего состава: глицерин 30%, декстрин 20%, мел 40%, вода 10%. С поверхности паста легко удаляется водой.
Пасту и вазелин наносят аккуратно волосяной кистью. Нельзя загрязнять пастой поверхности, подлежащие окраске, так как в этом месте лакокрасочное покрытие не высохнет. Если на окрашиваемой поверхности будут следы пасты, ее необходимо снять тряпкой, а загрязненное место протереть тампоном, смоченным бензином.
Пасту следует удалить после того, как последний слой краски хорошо высохнет.
Большие поверхности, как например, стекла, обивочные материалы и т. п., закрывают чистой бумагой, приклеивая ее изоляционной, клейкой или липкой лентой на декстриновом или резиновом клее или медицинским лейкопластырем. Клейкую ленту нужно очень ровно и точно уложить по границе нанесения краски.
При окраске автомобиля в два цвета окраска эмалью каждой расцветки производится отдельно. Четкая ровная линия раздела при двухцветной окраске достигается аккуратным наклеиванием клейкой ленты по границе двух цветов (рис. 14). Остальная поверхность кузова защищается чистой бумагой.
После окончания окраски перед сушкой необходимо сразу же снять клейкую ленту и бумагу с поверхности кузова, так как клейкая лента может оставить несмываемые следы клея. Следы
декстринового клея
легко смываются теплой водой. Резиновый клей смывают уайт-спиритом или бензином.
ГРУНТОВАНИЕ
Нанесение первого слоя лакокрасочного покрытия непосредственно на окрашиваемую поверхность металла называется грунтованием. Назначение грунтовочного слоя — защита металла от коррозии и обеспечение сцепляемости между металлом и последующими слоями лакокрасочных материалов.
На подготовленную поверхность, грунт наносят распылителем или кистью тонким слоем без пропусков и подтеков.
Грунт перед
нанесением следует тщательно размешать. В случае загустевания грунт необходимо
разбавить, соответствующим растворителем. Перед употреблением грунт необходимо
профильтровать через металлическую сетку (150—400 отв/см2) или марлю, сложенную
в четыре слоя.
Толстый слой
грунта медленно сохнет и не обеспечивает хорошего прилипания последующих слоев
покрытая, а чрезмерно тонкая пленка не
обеспечивает
антикоррозийных свойств покрытия.
Для создания прочного покрытия необходимо хорошо просушить слой грунта. В табл. 2 приведены характеристики грунтов, применяемых при окраске кузовов легковых автомобилей.
В настоящее время лакокрасочная
промышленность выпускает
глифталевый грунт ГФ-020 взамен ранее выпускавшегося грунта № 138.
Таблица 2
Характеристика грунтов
ГPУHT ГФ-020 не содержит крона, обладает высокой антикоррозийной стойкостью, хорошей способностью сцепления с металлом, эластичностью и механической прочностью вод нитроцеллюлозные и синтетические эмали.
Грунт ГФ-020 под нитроэмали рекомендуется сушить при температуре 100—110° С, так как в этом случае грунт устойчив к действию активных растворителей. В том случае, когда нет возможности сушить грунт ГФ-020 при повышенной температуре, необходимо продлить время сушки грунта до 48 ч при 15— 25°С. Если грунт ГФ-020 недостаточно просушен, то при нанесе-нии нитроэмаль будет морщиться.
В отдельных случаях (при исправлении небольших дефектов) допускается нанесение нитроэмалей на недосушенный грунт. При этом промежуток времени между нанесением слоя грунта и нанесением слоя эмали должен быть не более 1 ч. Грунт, высушенный при температуре 100—110°С, будет иметь более высокую стойкость. Уайт-спиритом, бензином или олифой грунт ГФ-020 разводить нельзя, так как он свертывается.
Нитроглифталевый грунт № 147 рекомендуется для подгрунтовки отдельных дефектных участков на поверхности кузова, окрашенного нитроэмалями.
ГРУНТ № 147 наносят непосредственно на металлическую поверхность распылением или кистью.
Наносить грунт № 147 кистью следует быстро и не более двух раз проводить кистью по одному и тому же месту, так как грунт № 147 обратим, т. е. он легко снимается активным растворителем.
Грунт ФЛ-03К (бывший В-329) и грунт ФЛ-ОЗКК (бывший Д-329) применяется для грунтовки поверхности под синтетические и нитроцеллюлозные эмали. Грунт . под нитроэмаль сушат 36 ч при 18—20°.
Применение грунта обеспечивает устойчивость лакокрасочной пленки в условиях влажного и тропического климата.
Для ускорения сушки этих грунтов к ним добавляют 2—4% сиккатива (экстракт № 1 или 2).
Грунт
окуночный ФЛ-015 — на масляно-фенольной основе, черного цвета. Применяется для
грунтовки фосфатированных поверхностей кузовов легковых автомобилей методом
окунания. Грунт имеет хорошую сцепляемость (адгезию) с металлом,
грунт-шпаклевкой, синтетическими и нитроцеллюлозны-ми эмалями. Высокая
температура сушки грунта ФЛ-015 в некоторой степени препятствует внедрению его
в автохозяйствах и ремонтных базах.
Антикоррозийный грунт ГФ-О17 — на глифталево-масляной меламиноформальдегидной основе, темно-коричневого цвета. Применяется для грунтования кузовов легковых автомобилей «Москвич» методом окунания и распыления.
Антикоррозийный грунт легко перемешивается и не дает плотных осадков, имеет хорошее сцепление с металлом, грунт-шпаклевкой, синтетическими и нитроцеллюлозными эмалями и с антикоррозийной мастикой № 213.
Фосфатирующие грунты ВЛ-02 и ВЛ-08 и ВЛ-023 образуют одновременно на поверхности металла слой нерастворимых фосфорнокислых солей, защищающий металл от коррозии, и слой грунта. Фосфатирующие грунты обладают хорошим сцеплением с поверхностью металла и с последующими слоями лакокрасочного покрытия.
Фосфатирующие грунты ВЛ-02 и ВЛ-023 состоят из основы и кислого разбавителя.
Грунт ВЛ-08 — трехкомпонентный продукт состоит из основы, кислотного разбавителя и специального растворителя.
Основа представляет собой смесь цинкового крона и талька в растворе лакового поливинилбутираля в смеси летучих органических растворителей.
Кислый разбавитель представляет собой водноспиртовый раствор ортофосфорной кислоты.
Растворитель представляет собой смесь этилового и бутилового спиртов.
Все полуфабрикаты поставляются комплектно.
Перед употреблением основу смешивают с кислотным разбавителем в соотношении 4:1 (по весу).
После тщательного перемешивания смесь выдерживают 20— 30 мин, после чего грунт разбавляют до рабочей вязкости полуфабрикатом-растворителем.
Фосфатирующие грунты наносят распылителем, кистью или тампоном на предварительно очищенные от коррозии и обезжиренные поверхности различных металлов: стали, алюминия и цинковых сплавов.
После высыхания грунты ВЛ-02 и ВЛ-08 образуют полупрозрачную лессирующую матовую пленку для грунтов ВЛ-02 и ВЛ-023 и полуматовую для грунта ВЛ-08.
Наилучшая толщина слоя фосфатирующих грунтов ВЛ-02 и ВЛ-08—6—10 мкм, ВЛ-023—10—15 мкм.
Более тонкие слои не обеспечивают фосфатирования, а более толстые, содержащие повышенное количество кислот, вызывают травление металла и разрушение покрытия.
Срок годности разведенных грунтов: ВЛ-08 — 24 ч, ВЛ-02 и ВЛ-023 — 8 ч.
При ремонтных работах фосфатирующие грунты рекомендуется применять после удаления старой краски до металла. По слою фосфатирующих грунтов можно наносить шпаклевки и меламино-алкидные эмали.
Фосфатирующие грунты можно также применять и без кислотного разбавителя, как быстросохнущий грунт по металлу и как прослойку для лучшего сцепления синтетической эмали с нитроцеллюлозным покрытием.
ШПАКЛЕВАНИЕ
Наружная поверхность кузова легкового автомобиля имеет различные, дефекты как на металле, так и на лакокрасочном покрытии (риски, царапины и т. п.), выравнивание которых производят при помощи шпаклевок.
Шпаклевки
представляют собой густую пасту, состоящую из пигментов (красителей) и наполнителей (мел, охра, железный
Рис.
15. Нанесение шпателем шпаклевки для выравнивания
сурик и др.), изготовленных на различных основах. В зависимости от примененного связующего шпаклевки различают нитроцеллюлозные, лаковые, алкидно-стирольные, эпокоидные и т. п.
Шпаклевание не повышает защитных свойств покрытия, так как толстый и недостаточно эластичный слой шпаклевки легко растрескивается, нарушая прочность всего покрытия. Крупные дефекты кузова следует устранять только с помощью рихтовочных работ, пайки или напылением пластмассы.
Шпаклевку наносят на хорошо просушенный слой грунта или эмали металлическими или резиновыми шпателями (рис. 15).
Для лучшей сцепляемости шпаклевки с грунтом или эмалью производится легкое шлифование поверхности. Высохший слой шпаклевки должен быть твердым и прорезываться ногтем с большим трудом. На поверхности шпаклевки не должно быть пузырей и трещин.
Шпаклюют в следующем порядке: сначала выравнивают отдельные, особенно большие углубления (раковины и пр.), т. е. выполняют местное шпаклевание (иногда двух- и даже трех-
кратное), а затем сплошное, т. е. наносят шпаклевку по всей поверхности. Для шпаклевания применяются шпаклевки следующих марок:
Старые обозначения Новые обозначения
ЛШ-1 ПФ-00-2
АС-395-1 МС-00-6
АШ-30 НЦ-00-8
Э-4021 ЭП-00-10
Нитроцеллюлозная шпаклевка НЦ-00-8 применяется для выравнивания дефектов на поверхности, окрашенной нитроцеллюлозными эмалями, и для устранения незначительных дефектов на поверхности кузовов автомобилей, окрашенных синтетическими эмалями.
Шпаклевку НЦ-00-8 следует наносить тонкими слоями, при этом общая толщина всех шпаклевочных слоев не должна превышать 0,1 мм.
Продолжительность высыхания слоя нитроцеллюлозной шпаклевки НЦ-00-8 при 15—25° не менее 1 ч.
При сильном загустевании шпаклевки ее разбавляют незначительным количеством растворителя № 647.
Шпаклевку хранят в хорошо закрытой таре.
При нанесении нитроцеллюлозной шпаклевки НЦ-00-8 на поверхность, загрунтованную глифталевым грунтом ГФ-020, грунт необходимо хорошо просушить при 100—110° С в течение 35 мин или при 15—25 в течение не менее 36 ч. При работе со шпаклевкой НЦ-00-8 не рекомендуется проводить несколько раз шпателем по одному и тому же месту, так как получаются неровные края и шпаклевка скручивается под шпателем.
Если поверхность кузова автомобиля покрыта мелкими рисками, для выравнивания их рекомендуется наносить нитроцеллюлозную шпаклевку НЦ-00-8 из краскораспылителя с рабочей вязкостью 1 мин. До рабочей вязкости шпаклевку разводят смесью нитроцеллюлозного лака и растворителя № 647 в соотношении 1:1.
Алкидно-стирольная шпаклевка МС-00-6 (розовая) представляет собой смесь красителей (пигментов) и наполнителей в растворе алкидно-стирольного лака. Шпаклевка, нанесенная слоем толщиной не более 50 мкм, высыхает до момента пригодности для шлифования в течение 15 мин при 18— 20°С. Полное 'высыхание шпаклевки происходит при искусственной сушке последующих слоев эмали.
Алкидно-стирольную шпаклевку МС-00-6 применяют для выравнивания .поверхности кузова, окрашенного синтетическими эмалями. Разбавителями шпаклевки являются ксилол и сольвент.
Лаковую шпаклевку П Ф-00-2 применяют при выравнивании глубоких вмятин.
Лаковую шпаклевку рекомендуется наносить только непосредственно на загрунтованную поверхность. Перед нанесением нитроцеллюлозных эмалей поверхность, выправленная лаковой шпаклевкой ПФ-00-2, должна быть загрунтована глифталевым грунтом ГФ-020, иначе покрытие может растрескаться.
Для разбавления шпаклевки ПФ-00-2 следует применять смесь пентафталевого лака № 170 с уайт-спиритом в соотношении 1:1.
Продолжительность высыхания лаковой шпаклевки ПФ-00-2 —20 ч при 15-25° С или 6 ч при 60°.
На автомобильных заводах для выравнивания всей поверхности кузова, кроме местных выправок быстросохнущими шпаклевками по загрунтованной поверхности, применялись пульверизационные глифталевые шпаклевки № 175 и № 185. В данное время применяются грунт-шпаклевки марок №178, 188, ГФ-0182, ГФ-0190 (табл. 3). Они изготовляются в основном на глифталевых смолах. Грунт-шпаклевки марки ГФ, кроме изменения количества содержания красителей (пигментной части), отличаются от ранее выпускавшихся шпаклевок более мелким перетиром, не имеют плотных трудноразмешиваемых осадков, поэтому, кроме обычного распыления, они хорошо наносятся в электростатическом поле. Пленки их более плотные и обеспечивают лучший внешний вид эмалевого покрытия.
Таблица 3
Характеристика применяемых
грунт-шпаклевок под нитроцеллюлозные
и синтетические эмали
Примечание. Для
всех грунт-шпаклевок разбавителем является сольвент.
При использовании пульверизационных шпаклевок и грунт-шпаклевок требуется обязательно выполнять указанный в табл. 3 режим сушки, так как при неполноценной сушке после дальнейшей окраски нитроэмалью может наблюдаться растрескивание покрытия, а при пересушке — ослабление сцепления между слоями шпаклевки и эмалью.
Для выравнивания по металлу и по грунтованной поверхности под нитроцеллюлозные и меламиноалкидные покрытия выпускаются эпоксидные грунт-шпаклевки Э-4020; Э-4021; Э-4022, изготовленные на эпоксидных смолах. Эпоксидные шпаклевки обладают хорошими свойствами сцепления, высокой стойкостью к периодическому перепаду температур и совсем не имеют усадки. Под нитроэмали слой эпоксидной шпаклевки покрывают грунтом ГФ-020.
Эпоксидные шпаклевки применяются только в тех случаях, когда имеются глубокие повреждения лакокрасочной пленки с нарушением формы металла после паяльных и рихтовочных работ.
Шпаклевки на небольшие участки наносят шпателем непосредственно на металл, без предварительного грунтования поверхности.
Наиболее удобной по своему состоянию (вязкости) для нанесения шпателем является шпаклевка Э-4020 (светло-коричневая).
Шпаклевка Э-4021 —жидкая, при добавлении в нее более густой шпаклевки Э-4022 можно получить шпаклевку, удобную для нанесения шпателем.
Такая шпаклевка состоит из двух весовых частей шпаклевки Э-4021 и одной весовой части Э-4022.
Шпаклевка Э-4022 (розовая) трудно наносится на поверхность и имеет плохие свойства оцепления с нитроэмалью, поэтому целесообразнее шпаклевку Э-4022 применять как местную шпаклевку по металлу и затем ее покрывать грунтом ГФ-020 или эпоксидными шпаклевками Э-4020 или Э-4021.
Каждый слой эпоксидных шпаклевок сушат в естественных условиях в течение 24 ч. После сушки необходимо применять тщательное шлифование с водой водостойкой шкуркой № 8 или № 5.
При
исправлении большой поверхности лучше применять шпаклевку Э-4021 или Э-4020,
которую наносят из пульверизатора. Эти шпаклевки растворяют до вязкости 24—27
сек разбавителем Р-40, состоящим из 20% ацетона, 30% этилцеллозольва и 50%
толуола. Наносят шпаклевку за один-два слоя с промежуточной естественной
сушкой между слоями 15—20 мин и общей сушкой в течение 24 ч на воздухе. При
разбавлении в эпоксидные шпаклевки добавляют отвердитель № 1
(гексаметилендиамин) из расчета 8,5 г отвердителя на 100 г грунт-шпаклевки.
Отвердитель № 1 очень ядовит и при работе с ним следует соблюдать особую
осторожность.
ШЛИФОВАНИЕ
После высыхания слой шпаклевки имеет неровности, риски, заусенцы и царапины, образующиеся от шпателя. Поэтому перед нанесением очередного слоя шпаклевки или перед окраской необходимо тщательно отшлифовать шпаклевочный слой. В противном случае даже малейшие неровности шпаклевочных слоев будут резко выделяться на поверхности покрытия.
Шлифование применяют и для создания лучшего сцепления между слоями. При окраске по старому покрытию для лучшего сцепления краски необходимо тщательно шлифовать всю поверхность, подлежащую перекраске. Для шлифования применяют различные абразивные материалы (пемзу, печуру, наждак).
Для
шлифования дефектов поверхности кузова легкового автомобиля широкое применение
нашли обыкновенные и водостойкие шлифовальные шкурки разных номеров (табл. 4).
Шлифовальная водостойкая шкурка выпускается с электростатическим и механическим способом нанесения абразивного слоя. В качестве абразива применяется карбид кремния зеленый с условной маркировкой «КЗ» или электрокорундовое зерно с маркировкой «Э». Размер листа шкурки принят 230X310 мм.
На каждом
листе шкурки имеется маркировка, например, «К37-5», первая цифра указывает
процент содержания окиси кремния в зерне (на нее не следует обращать внимания),
а вторая цифра означает номер зернистости шлифовальной шкурки, в данном случае
№ 5, что соответствует старой маркировке шкурки № 230.
Высохший слои шпаклевки или эмали должен легко шлифоваться не засаливая шлифовальной бумаги (рис. 16).
При сухом шлифовании поверхность не смачивают, при мокром шлифовании уменьшается количество пыли и увеличивается срок службы шкурки, при этом шлифуемую поверхность постоянно протирают губкой, смоченной в воде. Шкурку время от времени смачивают водой, промывая ее от загрязнения шлифовочной пылью. Шлифуют плавно, без сильного нажима, продольным или поперечным движением. Шкурку время от времени необходимо менять. Лист водостойкой шлифовальной шкурки (23х28 см) разрезают на две части. Резиновый или войлочный брусок размером 125X75 мм и толщиной от 5 до 20 мм обертывают шлифовальной шкуркой. При таком шлифовании получают более ровную и гладкую поверхность чем при шлифовании только шкуркой.
Детали с закругленной поверхностью небольшого диаметра шлифуют без бруска. Местные поврежденные участки, которые нужно зачистить, шлифуют шкуркой небольшой величины.
Тщательность шлифования имеет существенное влияние на качество окраски.
Рис. 16.
Шлифование окрашенной поверхности
Отшлифованная поверхность должна быть совершенно гладкой. Крупные риски на ней не допускаются. Качество шлифования определяют при помощи резинового прямоугольного бруска,
который при скольжении по отшлифованной поверхности не должен оставлять недошлифованных глянцевых участков.
После шлифования всю поверхность хорошо промывают чистой водой, а после естественной сушки внимательно осматривают. Для осмотра в помещении рекомендуется пользоваться сильными электрическими лампами, освещая шлифованную поверхность сбоку. Выявленные повреждения необходимо исправить. Обнаруженные повреждения отмечают мелом или мылом, а в случае необходимости вновь шпаклюют и шлифуют.
Во время
сухого шлифования пыль необходимо периодически удалять обдувкой сжатым воздухом,
пылесосом или сметанием сухой кистью.
ОКРАШИВАНИЕ
Кузова легковых автомобилей в настоящее время окрашивают в основном меламиноалкидными (синтетическими) эмалями горячей сушки и лишь незначительную часть автомобилей окрашивают нитроцеллюлозными эмалями естественной сушки.
Эмали наносят на чистую, хорошо подготовленную поверхность несколькими сплошными ровными, тонкими слоями, воздушным распылением или распылением в электростатическом поле.
Метод окраски зависит от производственных условий и применяемого лакокрасочного материала.
Количество наносимых слоев определяется свойством применяемых материалов, условиями эксплуатации покрытия и требованиями к качеству декоративной отделки.
Не рекомендуется при окраске кузовов автомобилей ограничиваться только одним слоем эмали, так как однослойное покрытие не обеспечит достаточную укрывистость, дает пониженный глянец, быстро протирается до грунтовочно-шпаклевочных слоев во время профилактического ухода и будет менее долговечным.
Двух- и трехкратное нанесение слоев синтетической эмали и пятикратное нитроэмали обеспечивает монолитную прочную пленку.
Не следует наносить излишнее количество слоев нитроэмали (выше 130 мкм), так как такое покрытие при эксплуатации автомобилей склонно к растрескиванию (рис. 17), особенно при переменных воздействиях на пленку — тепла и холода.
Наилучшая толщина всего лакокрасочного покрытия на кузове легкового автомобиля, окрашенного нитроцеллюлозными эмалями, должна быть 80—130 мкм, в том числе толщина грунтовочно-шпаклевочных слоев 25—50 мкм, а толщина слоев нитроэмали 55—95 мкм.
Общая толщина лакокрасочного покрытия, окрашенного синтетическими эмалями, должна быть 70—120 мкм.
При окраске синтетическими эмалями строгих требований к определенной толщине покрытия не требуется, так как эти покрытия не склонны к растрескиванию, кроме того, в процессе эксплуатации очень редко истираются благодаря высокой механической прочности.
Первый слой эмали
обыкновенно играет роль выявительного слоя, он дает возможность обнаружить и
выправить все дефек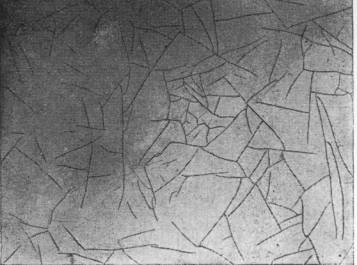 ты шлифования и шпаклевания. Этот слой должен
быть более тонким, чем все последующие слои эмали.
ты шлифования и шпаклевания. Этот слой должен
быть более тонким, чем все последующие слои эмали.
Обнаруженные на выявительном слое эмали дефекты исправляют быстросохнущими шпаклевками вручную шпателем: при окраске синтетическими эмалями шпаклевкой МС-00-6, при окраске нитроэмалями шпаклевкой НЦ-00-8 и зашлифовывают шкуркой № 6, 5, 4, после чего наносят последующие слои эмали. Для лучшего междуслойного сцепления эмалей необходима полная шлифовка выявительного слоя.
Рис. 17.
Характер растрескивания нитроэмалевого
покрытия завышенной
толщины
Окрашенная поверхность должна иметь равномерный розлив и глянец. Не допускается на окрашенной поверхности просвечивание грунтовки или шпаклевки, подтеков, пониженного розлива за счет опыла пленки, повышенной сорности, а также повреждения слоя краски.
Окраску эмалями необходимо вести в сухом, чистом помещении, так как попадание пыли в пленку эмали ухудшает внешний вид покрытия и снижает защитные свойства. Особенно это
следует помнить при работе с синтетическими эмалями. Влажность воздуха в помещении не должна превышать 70%.
При выборе цвета окраски следует учитывать форму и размеры автомобиля.
Малолитражные автомобили окрашивают в светлые и яркие расцветки.
Автомобили среднего класса несколько приглушенными тонами из светлой и темной гаммы расцветок. К автомобилям высокого класса идут черный цвет или темные тона синей, вишневой и темно-зеленой гаммы.
При двухцветной окраске подбирают красивые сочетания двух холодных тонов — серый, голубой, синий, зеленый и др. или двух теплых тонов — слоновая кость, беж, коричневый, вишневый и др.
Белый цвет
хорошо сочетается с любой расцветкой теплого и холодного тонов. Более светлый
тон из выбранных двух расцветок идет на верхнюю часть автомобиля. В первую
очередь наносят светлую эмаль за намеченную линию раздела на 10—20 см.
Окрашенную
поверхность перед нанесением второго
цвета защищают бумагой с применением клейкой ленты по линии раздела (см. рис.
14), после чего наносят второй цвет эмали.
Меламино-алкидные (синтетические) эмали марки МЛ-12 нашли широкое применение в
автомобильной и машиностроительной промышленности. Ими
окрашивают кузова автомобилей ГАЗ-21
«Волга», «Москвич-408», ЗАЗ-965
«Запорожец», кабины грузовых
автомобилей, автобусы, мотоциклы, холодильники, стиральные машины и различные
приборы.
Меламино-алкидная эмаль представляет собой раствор алкидной и меламиноформальдегидной смол в органических растворителях с добавлением различных пигментов (красителей). В качестве растворителей используются: бутанол, уайт-спирит, тяжелый растворитель и др.
Раньше алкидные смолы изготовляли с применением растительных масел (касторового). С 1963 г. их изготовляют на насыщенных синтетических жирных кислотах, получаемых путем окисления парафина. Полученные при этом насыщенные алкидные смолы обеспечивают высокие качества эмали по атмосферостойкости, термостойкости и устойчивости к старению. Стоимость жирных кислот примерно в 2 раза ниже стоимости растительных масел, поэтому использование синтетических жирных кислот в производстве эмалей помимо того, что они дают возможность сократить применение растительных масел приводит к значительному снижению стоимости продукции.
Меламин-алкидные эмали дают покрытия с высоким устойчивым блеском (без применения трудоемкой полировки пленки), обладают высокой твердостью водо- и атмосферостойкостью даже в условиях тропического климата.
Покрытие синтетическими эмалями устойчиво к действию бензина и минерального масла.
Ассортимент выпускаемых расцветок эмалей МЛ-12 большой (приложение 1).
Качественные показатели эмалей МЛ-12 значительно превосходят ранее применяемых глифталевых и пентафталевых эмалей.
Синтетические эмали наносят воздушным и электростатическим распылением. Незначительные подкраски на поверхности можно производить кистью.
Синтетические эмали содержат больше сухого остатка, поэтому окрашивают ими в 2—3 слоя, при этом толщина пленки достигает 40—60 мкм, при окраске же нитроэмалями эту толщину пленки можно достигнуть лишь за 4—6 слоев.
До рабочей консистенции синтетические эмали можно разводить сольвентом, ксилолом, скипидаром, растворителем № 651 (состоящим из смеси уайт-спирита 90% и бутилового спирта 10%). Рабочая вязкость при нанесении воздушным распылением должна быть в пределах 25—36 сек по вискозиметру ВЗ-4 при 18—23° С.
Процесс высыхания синтетических эмалей происходит при 125—135° С.
Первый выявительный слой сушат при температуре 125-135 С в течение 20—30 мин.
После выправки и шлифовки по выявительному слою, как указано выше, наносят второй и третий слои эмали с промежуточной выдержкой между слоями при естественных условиях в течение 7—10_мин. Двухслойное покрытие сушат при температуре 125—135°С в течение 35—40 мин.
При перекраске ранее окрашенной поверхности после тщательной шлифовки пленки старого покрытия можно ограничиться нанесением двух слоев эмали с промежуточной выдержкой между слоями 7—10 мин и общей сушкой при 125—135°С в течение 35 мин.
В случае снижения температуры сушки, но не менее чем до 120° С время сушки необходимо соответственно удлинить.
При
исправлении небольших участков пленки на кузове сушить нанесенную эмаль можно
рефлекторами различных типов (рис.18).
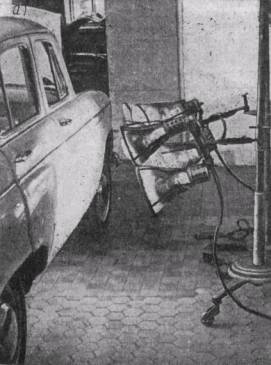
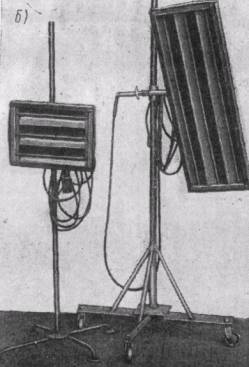
Рис.
18. Рефлекторы различных типов:
а - передвижная ламповая рефлекторная
установка; б - передвижные терморадиационные рефлекторы
Для снижения опыла при подкраске небольшого участка запыленную поверхность рекомендуется сразу же после окраски покрыть растворителем, состоящим из смеси семи частей ксилола и сольвента и одной части скипидара, после чего сушить рефлектором или в сушильной камере.
Полное удаление опыла достигается полировкой пленки полировочной пастой № 290 после искусственной сушки эмали.
Для ускорения высыхаемости эмали МЛ-12 в естественных условиях иногда применяют в качестве растворителя легко летучие растворители, как например, ацетон. № 646, № 647 и даже серный эфир.
Хотя в этом случае время сушки эмали сокращается и пленка таким образом предохраняется от излишнего засорения, однако полностью покрытие все же не высыхает.
Полное высыхание, характеризующееся переходом пленки в необратимое состояние, происходит только при температуре не ниже чем 120°С, при более низких температурах этот переход не осуществляется и покрытие получается неполноценным.
Меламино-алкидные эмали МЛ-152 предназначаются для окраски автобусов и железнодорожных вагонов.
Эмали марки МЛ-152 могут быть применены и для подкраски дефектных участков на кузовах легковых автомобилей, а также на кабинах грузовых автомобилей, ранее окрашенных эмалью МЛ-12. Рабочая вязкость эмали 23—25 сек по вискозиметру ВЗ-4 при 18—23° С. До рабочей вязкости эмаль разбавляют смесью ксилола и бутанола в соотношении 9:1.
Эмаль МЛ-152 наносят в два слоя с промежуточной естественной сушкой между слоями 5—7 мин.
Режим сушки двухслойного покрытия:
При температуре 80— 90°С........... 60 мин;
При температуре 100°С.........…..... 35 „
Рефлектором
темного излучения........10-15 ,,
Эмали, наносимые распылением или кистью, обладают хорошим розливом, образуют ровную, гладкую поверхность с устойчивым блеском, высокой механической прочностью и хорошей атмосферостойкостью. Для снижения запыла также как и при работе с эмалью МЛ-12 запыленную поверхность рекомендуется сразу же после окраски перекрыть растворителем, состоящим из смеси семи частей ксилола или сольвента и одной части скипидара, после этого сушить рефлектором или в сушильной камере.
Полное удаление запыла достигается полировкой пленки полировочной пастой № 290 после искусственной сушки эмали.
Нитроцеллюлозные эмали НЦ-11 для легковых автомобилей (бывшие нитроэмали СП для легковых автомобилей) представляют собой раствор нитроцеллюлозы, смолы, сухой вальцованной пасты СВП (пигмент развальцованный с нитроцеллюлозой, пластификатором и диспергатором) в смеси летучих органических растворителей и с добавлением пластификаторов (веществ, повышающих эластичность пленки).
В качестве летучих растворителей используются: бутилацетат, этилацетат, спирт бутиловый, спирт этиловый и толуол.
Нитроцеллюлозные, или сокращенно нитроэмали, широко применялись в автомобильной промышленности до 1957 г. для окраски кузовов легковых и кабин грузовых автомобилей. С появлением более качественных и более технологичных синтетических эмалей нитроэмали стали применяться значительно меньше.
Основное положительное свойство нитроэмалей — это из способность быстро высыхать на воздухе, без применения искусственной сушки и способность после шлифования и полирования давать ровную, красивую, блестящую пленку.
Поэтому применение их удобно для окраски и перекраски, кузовов легковых автомобилей, а также для исправления повреждений окрасочной пленки в ремонтных мастерских и индивидуальными владельцами автомобилей.
Как свежая, так и старая пленка эмали может быть легко удалена с поверхности активными растворителями или специальными смывками.
Одновременно с этим нитроэмали обладают рядом существенных недостатков: склонностью к растрескиванию пленки в процессе эксплуатации автомобилей, недостаточной механической прочностью, пониженной адгезионной способностью, легкой воспламеняемостью, а также повышенной трудоемкостью шлифовочно-полировочных работ при окраске кузовов и необходимости частой полировки их при уходе за автомобилем.
Нитроэмали наносят обязательно на предварительно загрунтованные поверхности, так как пленка их плохо сцепляется с металлом и, кроме того, без применения грунта является газоводопроницаемой.
Нитроэмали наносят только распылителем, так как при нанесении кистью на поверхности остаются следы. Кисть применяется главным образом для подкраски острых кромок и небольших дефектов с нарушением покрытия.
Для облегчения окраски кистью в нитроэмали рекомендуется добавлять этилцеллозольв в количестве 5—10% от веса эмали.
Окраску распылением следует производить 4—6 слоями эмали. Многослойность покрытия нитроэмалями вызывается тем, что эмаль в своем составе содержит большое количество летучих растворителей (которые при сушке испаряются) и очень мало сухого пленкообразующего вещества, поэтому пленка одного слоя очень тонкая (8—10 мкм).
Один слой эмали высыхает в течение 10—15 мин при 15—25° С.
Перед употреблением эмали разбавляют растворителем № 647, № 646 или РДВ в количестве 80—120% от веса эмали. Рабочая вязкость эмали должна быть 20—25 сек по вискозиметру ВЗ-4 при 15—25° С.
После нанесения одного слоя эмали следующий слой можно наносить через 10—15 мин при 15—25°С. После высыхания получается полуглянцевое покрытие.
Для получения на нитроцеллюлозном покрытии ровной с высоким блеском поверхности необходимо до полирования тщательно отшлифовать водостойкими шкурками всю поверхность. с последующим покрытием растворителем № 648 или слоем жидкой эмали (смесь из девяти частей растворителя и одной части эмали). Опрыскивание растворителем или жидкой эмалью необходимо для удаления рисок, образовавшихся от наждачных шкурок при шлифовании.
Полируют покрытия после того, как растворитель полностью улетучится, для чего покрытие перед полированием необходимо выдержать не менее 24 ч при 15—25° С.
Рекомендуется полировать поверхность в два приема.
Первичное полирование производят шлифовочной пастой и окончательное — полировочной пастой № 290.
При окраске нитроэмалями необходимо, чтобы влажность воздуха не превышала 70%. так как при повышенной влажности на окрашенной поверхности могут образовываться белые пятна.
Эти пятна представляют собой нитроклетчатку, которая выделяется из краски, а именно там, где конденсируются пары воды из воздуха на охлажденной окрашиваемой поверхности.
С целью устранения такого явления необходимо замедлить процесс высыхания нитроцеллюлозной пленки. Это достигается тем, что в раствор эмали добавляют высококипящий растворитель бутилацетат или амилацетат в количестве до 10%.
Наряду с нитроэмалями НЦ-11 для легковых автомобилей химическая промышленность выпускает другие эмали на нитроцеллюлозной основе, например, эмали различных расцветок марки НЦ-25 (взамен ранее выпускавшихся эмалей) и др. Окраска ими кузовов автомобилей не рекомендуется, так как они не имеют достаточной стойкости к внешним атмосферным воздействиям и покрытия быстро разрушаются.
Промышленностью выпускаются рефлексные (отражательные) нитроцеллюлозные эмали для кузовов легковых автомобилей. Рефлексирующий эффект у эмалей создается введением в них специальной обезжиренной алюминиевой пудры.
Рефлексные нитроэмали отличаются от обычных нитроэмалей более красивым внешним видом.
Рефлексные эмали наносят тонкими слоями во избежание неоднородности распределения алюминиевой пудры. Вместо опрыскивания растворителем № 648 можно применять опрыскивание смесью этого растворителя с эмалью, вязкость смеси Должна быть 12—13 сек по вискозиметру ВЗ-4 при 15—25° С. В процессе окраски эмаль надо непрерывно перемешивать.
Рефлексные эмали необходимо полировать с принятием мер предосторожности против прополировки и прижогов покрытия, так как исправить дефекты полирования на этом покрытии трудно.
Для получения однородности при исправлении дефектов рефлексными эмалями покрытия следует исправлять отдельными большими панелями (крыло, дверь и т. п.).
Несмотря на красивый вид отделки, рефлексные эмали не нашли применения в массовом поточном производстве из-за сложности исправления дефектов.
Пленки нитроэмалей горючи. При нанесении их следует строго соблюдать правила противопожарной безопасности.
Ассортимент
расцветок нитроэмалей дан в приложении 2.
Полиакрилатные эмали марки ПЭ-127М. В настоящее время разработаны и проходят широкое испытание новые эмали для легковых автомобилей марки ПЭ-127М. Эти эмали готовятся на основе полиакрилового сополимера, не содержат растительных масел и могут быть отнесены к группе синтетических лакокрасочных материалов. Полиакрилатные эмали обладают хорошей механической прочностью, устойчивым блеском, хорошей свето- и цветостойкостью и атмосферостойкостью.
Эмали марки ПЭ-127М наносят пульверизатором тремя слоями на поверхность, подготовленную согласно технологии, принятой в автомобилестроении. Рабочая вязкость эмалей 16—18 сек по вискозиметру ВЗ-4 при 18—23° С, при этих низких рабочих вязкостях эмали имеют большой сухой остаток 37—40%. Первый слой эмали сушат 30 мин при 150° С, затем пленку слегка подшлифовывают шкуркой КЗ-4-3 и после этого наносят следующие два слоя с 5—7-минутной промежуточной выдержкой на воздухе. Последние слои сушат при 150° С в течение 30 мин. Общая толщина покрытия получается 90—100 мкм. Толщина эмалевого слоя 55—65 мкм.
Эти покрытия полируют пастой № 290 и жидким восковым полирующим составом № 3.
На основе полиакрилатов могут быть приготовлены эмали любых светлых расцветок.
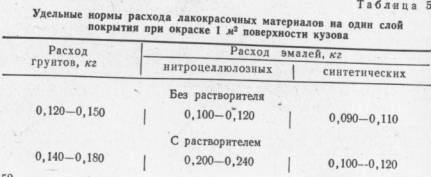
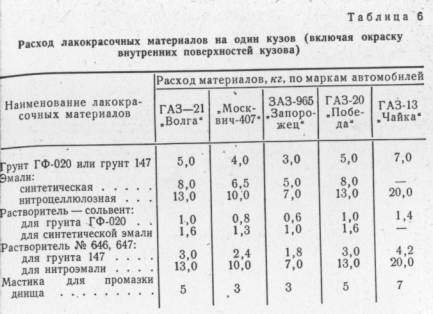
Расход лакокрасочных материалов
Удельные
нормы расхода материалов на один слой покрытия приведены в табл. 5, а
ориентировочный расход лакокрасочных материалов без разбавления растворителями
на один кузов автомобиля— в табл. 6
.
СУШКА ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Все лакокрасочные материалы наносят на поверхность изделий в разбавленном виде. Чтобы получить твердую пленку краски необходимо ее просушить.
Понятие сушка не всегда относится к процессу испарения растворителей и простого отвердевания лакокрасочного материала.
Часто в процессе сушки при повышенных температурах происходят химические процессы образования сложных молекул, особенно у синтетических эмалей.
При сушке
таких покрытий следует различать две фазы процесса; в первой фазе происходит интенсивное
испарение растворителя, разбавителя, во второй фазе химическое формирование
пленки при повышенной температуре.
Процесс же
превращения жирных натуральных масляных материалов в твердую пленку может
протекать при естественных условиях без повышенной температуры, но довольно
длительное время 24—48 ч. В целях ускорения высыхания обычно применяют искусственную сушку при повышенной температуре.
Повышенная
температура не только сокращает процесс сушки. но и повышает качество пленок,
увеличивая твердость, водостойкость и другие показатели.
Допустимая температура сушки определяется свойствами лакокрасочного материала.
Нитроэмали разрешается сушить не выше чем при 60—70° С масляные эмали не выше чем при 130° С. Асфальтовые эмали и лаки выдерживают температуру 200—230° С.
Режим сушки новых синтетических эмалей обусловливается техническими условиями с температурой от 100° С и выше.
Существует несколько способов искусственной сушки лакокрасочных покрытий: конвекционная, терморадиационная, индукционная и др.
Конвекционная сушка получила наибольшее распространение. Этот способ наиболее простой. Тепло в сушильное помещение передается нагретым воздухом при помощи горячей воды, пара, газа, продуктов сжигания топлива, электроэнергии.
Такая сушка считается в настоящее время не экономичной, так как из-за малой теплопроводности пленки сушка последней идет только с поверхности, непосредственно омываемой горячим воздухом, в результате этого пленка с наружной поверхности подсыхает, что препятствует удалению растворителя и замедляет процесс сушки по всей толщине пленки.
К более современным методам сушки относится —сушка методом облучения тепловыми лучами спектра, т. е. инфракрасными лучами.
При инфракрасной сушке тепловые лучи проникают через слой краски к окрашиваемой поверхности и нагревают ее, а нагретая поверхность металла передает полученное тепло прилежащему к ней слою краски, из которого пары растворителя легко удаляются через жидкий верхний слой, не образуя при этом пузырей, пор и трещин пленки.
Преимущества такой сушки, как ее называют теперь терморадиационной, по сравнению с конвекционной сушкой — это сокращение продолжительности сушки, простота и легкая регулировка.
Отрицательным же фактором является неравномерность сушки отдельных слоев пленки. Эффективной и быстрой сушке подвергаются нижние, ближе расположенные к поверхности металла слои.
Остальные слои в направлении наружной поверхности пленки высыхают менее интенсивно.
Первоначально в сушильной технике наибольшее распространение получили ламповые излучатели, например, лампы накаливания типа Зс (зеркальные сушильные). Часть внутренней поверхности колбы лампы имеет вид зеркала. Такая поверхность колбы лампы способствует лучшему направлению светового и теплового потока.
Лампы типа Зс изготавливаются на 127 и 220 в, мощностью 250—500 вт.
Сушильные устройства с ламповыми излучателями имеют самые разнообразные формы и конструкции в виде закрытых камер, тоннелей, щитков и т. д.
Ламповые излучатели непрактичны в эксплуатации, часто выходят из строя, а часть энергии теряется в виде световой и не используется на сушку покрытия. Сушильные устройства с ламповыми излучателями не получили широкого применения в массовом поточном производстве. Однако они применяются для сушки отдельных участков кузова автомобиля, окрашенных синтетическими эмалями.
Для обеспечения равномерного облучения лампы располагают в шахматном порядке и в процессе сушки необходимо менять положение ламп во избежание местного перегрева.
Во время сушки лампы устанавливают перпендикулярно к окрашенной поверхности на расстоянии 200—300 мм. При этом время сушки синтетических эмалей 30—50 мин.
Обычные лампы накаливания без посеребренной поверхности колбы непригодны для сушки лакокрасочных покрытий, так как малопроизводительны.
Для повышения
нагрева этими лампами устанавливают специальные хромированные или алюминиевые
полированные отражатели форма которых
может быть корытообразной, тарельчатой и т. п.
 При сушке небольших поверхностей можно рекомендовать ручные медицинские рефлекторы
(рис. 19).
При сушке небольших поверхностей можно рекомендовать ручные медицинские рефлекторы
(рис. 19).
Для сушки ручными медицинскими рефлекторами применяется обычная электролампа мощностью 109 вт при напряжении 127 или 220 в.
Рефлектор устанавливают перпендикулярно к окрашенной поверхности на расстоянии 50—60 мм, при этом время сушки синтетической эмали 50—60 мин.
При сушке медицинским рефлектором облучаемая поверхность очень мала, поэтому окрашенную поверхность приходится сушить отдельными небольшими участками или устанавливать 2—3 рефлектора.
Вместо инфракрасных ламповых излучателей в отечественной промышленности начали широко применяться панельные экраны темного инфракрасного излучения.
Источником
терморадиации являются специальные излучатели — стальные, чугунные или керамические
плиты, нагреваемые газом или электрическим током. Термоизлучатели, обогреваемые
электроэнергией, изготовляют в виде плит или трубчатых электронагревателей с
параболическими (вогнутыми) отражателями.
Рис. 19 Ручной
медицинский
рефлектор
 Сушка лакокрасочных материалов терморадиационными
излучателями производительна, продолжительность такой сушки по сравнению с
конвекционной сокращается в 2—5 раз.
Сушка лакокрасочных материалов терморадиационными
излучателями производительна, продолжительность такой сушки по сравнению с
конвекционной сокращается в 2—5 раз.
Этот метод сушки является прогрессивным, он не требует крупных капитальных вложений, дорогого топлива и может быть применен в условиях ограниченных производственных площадей.
При ремонтных работах для сушки небольших поверхностей кузова автомобиля, окрашенного синтетической эмалью, применяются трубчатые терморадиационные рефлекторы темного излучения.
На Горьковском автомобильном заводе сушку исправленных дефектов на кузове автомобиля, окрашенного синтетическими эмалями, производят передвижными трубчатыми терморадиационными рефлекторами темного излучения (рис. 20), которые могут быть применены при ремонтных работах в автохозяйствах.
Термоизлучатель
состоит из трех трубчатых нагревательных элементов, температура которых на
наружной поверхности 400—500° С.
Рис. 20. Сушка подкрашенных участков кузова передвижными терморадиационными рефлекторами
Потребляемая мощность 1—2 квт. Передвижная стойка дает возможность устанавливать излучатели в различном положении.
При сушке терморадиационный рефлектор устанавливают перпендикулярно к окрашенной поверхности на расстоянии 200—300 мм, время сушки синтетической эмали 20—40 мин
При невозможности осуществлять указанные выше способы горячей сушки синтетических эмалей отдельные подкрашенные участки кузова и съемные детали можно сушить, используя паяльные лампы, керосинки, газовые плиты и т. п. При сушке таким способом необходимо между источником тепла (пламенем) и высушиваемой поверхностью обязательно поместить экран — лист железа — для достижения более равномерного обогрева. Расстояние от экрана до окрашенной поверхности нужно регулировать путем замера температуры с внутренней стороны высушиваемой поверхности, которая не должна быть более 130° С. Время сушки зависит от температуры.
Сушка будет производительна только в том случае, если пламя будет направлено перпендикулярно к высушиваемой поверхности, поэтому газовой плитой можно пользоваться только для сушки съемных деталей. Способ сушки с открытым огнем весьма опасен в пожарном отношении. Чтобы избежать загорания краски, помещение должно хорошо вентилироваться, а сушка должна производиться под постоянным наблюдением.
Во избежание местного перегрева при сушке нужно менять положение детали.